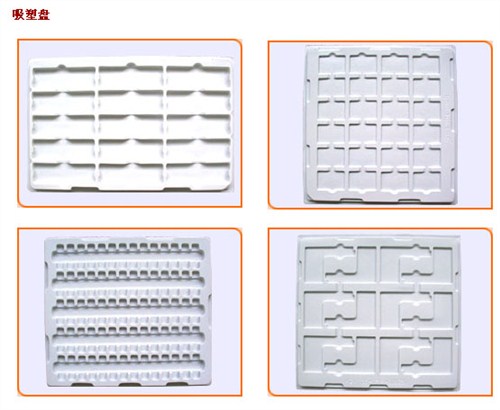
吸塑产品定制 上海吸塑产品定制 柏菱供
但凡关注吸塑包装行业的人士都知道,吸塑产品较广应用于各个行业各个领域,比如电子产品、美护、食品包装、医疗、汽车、五金、玩具、日用行业等等诸多行业。塑料吸塑产品在我们生活中也是相当常见的产品包装之一。那么,在生产吸塑产品的过程中,前面的工作有哪些关键的设计重点要物点注意呢?下面上海柏菱小编给大家来认识一下。
1、吸塑产品尽量不要有较深的倒扣
塑料包装产品存在较深倒扣的话,产品很难脱模,甚至无法脱模,从而导致产品在脱模时变形,导致尺寸和外观无法得到保证,并影响到产品包装的使用。所以,除装配等特殊的扣位外产品设计不可以有较大的倒扣结构。较小的倒扣检查,必须是通过做剖界面来检查和检验。
2、注意拔模角度
吸塑产品在真空吸塑后是紧紧贴住在模具表面的,如果没有拔模角,产品无法脱模。 吸塑产品高度在30mm以下的,至少1°;30--100mm间一般2°--3° ,100mm以上一般5°左右,如果产品尺寸允许的话越大越好。如果吸塑产品尺寸要求拔模角无法达到上述要求,模具表面需要做发黑处理和辅助脱模剂来完成脱模。
3、壁厚的延伸
吸塑产品一般的壁厚较薄的地方要3mm而且深度不超过20mm。至少保证模具壁厚1mm以上。
4、吸塑模具的模腔深度
深度和产品模腔的宽度或直径大小比例1:1为较佳,小于此比例很难吸到位。但是如果该比例较大会出现型腔底部较薄,影响使用。一般当型腔直径尺寸小于15mm时,该比例不能超过1.5.而大于15mm的,一般该比例把握2以内比较理想。
5、吸塑产品的圆角问题
一般型腔外R角为R3能保证顺利脱模,型腔内圆角R2以上,可以大的越大越好 。
6、产品与型腔间隙尺寸
一般情况下,单边0.2mm的间隔。但是如果型腔较深就要考虑拔模对吸塑产品间隔的影响。
7、吸塑方式选择
一般是正方向吸塑成型,但是由于受产品结构等问题的影响,比如型腔深度较深而且强度要求较高,可以使用倒吸的方式。
8、吸塑后的切边设计
吸塑产品**终都需要刀模切割多余边料的,如果设计无切边的,需要注意刀模切边以后会有至少0.5mm的残留。如果该尺寸有配合的需要注意。
上海柏菱塑料包装有限公司,从事吸塑产品加工近二十年,所遇到的产口包装千奇百怪,规格多、种类多、行业多等等。千变百变都离不开上面这8个设计要点,就能把吸塑产品做好做精,满足产品包装的诉求。
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的商铺,信息的真实性、准确性和合法性由该信息的来源商铺所属企业完全负责。本站对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。
友情提醒: 建议您在购买相关产品前务必确认资质及产品质量,过低的价格有可能是虚假信息,请谨慎对待,谨防上当受骗。

